
切削油剤の価格
現在使用されている切削油剤の価格をご存知ですか?
また、切削油剤、特に水溶性切削液はいくつもの価格の考え方があることをご存知ですか?
切削液の価格とは
1. 見積上の価格 (¥○○○/L)
2. 希釈倍率による価格 (¥○○○/L÷希釈倍率)
3. 補給倍率による価格 (¥○○○/L÷補給倍率)
4. 廃液処理費/年 (廃液処理費×廃液排出量×液交換回数/年)
5. 交換のための人件費/年 (参加人数×時給×作業時間/年)
これらの項目をすべて考慮した金額が本当の切削液の価格ということになります。
ある比較をしてみましょう。
A切削液 B切削液
1. 見積単価 ¥300/L ¥600/L 単価差¥300/L
2. 希釈倍率 10倍(300÷10=30) 30倍(600÷30=20) 使用単価 Bが¥10/L安
3. 補給倍率 15倍(300÷15=20) 50倍(600÷50=12) 補給単価 Bが ¥8/L安
見積単価を見るとA切削液が安いです。
希釈倍率は、液交換時にタンクに切削液を張り込む際にかかるリッター単価です。
補給倍率は、継続使用の中で補給分のリッター単価です。
(タンク内濃度は水分の蒸発により徐々に濃くなるため補給濃度はタンク内濃度より薄めの濃度に設定します。)
見積書と見れば誰もがA切削液が安いと思いますが、使用状況によりランニングコストは変わって来ます。安価なものはどうしても力不足の点がありますので、濃い目に使う傾向がありますが、それでは高価なものを使用するのと変わりなくなってしまいます。
処理に際しての比較して見ると
A切削液 B切削液
4. 廃液処理費 ¥20/L ←
排出量 1, 000L ←
交換回数 2回 ←
20×1,000×2=40,00020×1,000×1=20,000
差額¥20, 000
5. 人件費 ¥3,000/hr. ←
作業時間 3時間 ←
交換回数 2回 1回
3,000×3×2=18,000 3,000×3×1=9,000
差額¥9, 000
1,2,3では使用量の削減、4,5では交換回数の削減がコストダウンの考え方です。
多量の切削液を使用している工場ほど、見直し一つで経費の大幅な削減が可能です。
要はトータルコストの意識です。
御自分の職場では、いかがですか?
切削油剤の濃度管理
水を媒体に原液を希釈して使用する切削油剤を水溶性切削油剤といいます。
水で希釈しているのですから、水分の蒸発により濃度は変化します。
化学薬品の取り扱いほどシビアな管理は必要ないにしても、水溶性切削油剤も濃度管理次第で良くにも悪くにもなります。
“ワークが錆びた!”“液が臭くなった!”“面が出なくなった!”などのトラブルは大抵濃度が薄くなったときに起ります。
逆に言えば、濃度管理さえしっかりしていれば大抵のトラブルは防げるわけです。
濃度管理を徹底したところ最大40%の購入量削減(5D/M→3D/M/月)となった例もあります。(まさに油屋殺し!)
切削油剤の品質と改善
現在の水溶性切削油剤に求められているもの(当社調査)
1位 価 格 → 安 価
2位 切削加工に対するサポート性 → 加工性
3位 環 境 対 策 → PRTR対策、ISO14000活動
水溶性切削油剤のバランス 三本の柱
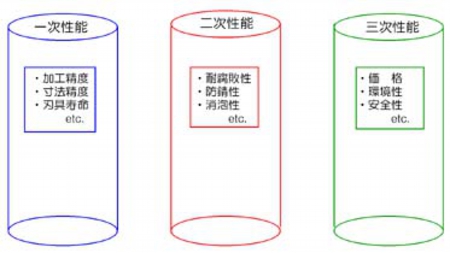
水溶性切削油剤(以降 切削液)を検討するに、大きく3分割して考えることができます。
しかし各性能は相互関係にあり、一つだけ飛び抜けた性能の切削液は存在しません。
各性能をさらに分類して、三次性能の中の“価格”だけ取り上げれば(一つだけ飛び抜けた性能の切削液)というものは存在します。上記の求められている切削液の1位が安価なものであるため、他の性能はある程度目を瞑る、といった風潮は全体に拡がっています。
【改善とコストメリット】
改善とは改善後にきちんとしたコストメリットが
生じることを言います。
ここにMAICという思考プロセスがあります

このプロセスを切削油剤の改善に例えると、
1.メジャメント(測 定)
現状の総タンク容量の確認
目的別、使用別の油種の確認
月間消費量の確認
油剤単価の確認
油剤交換回数の確認
使用油剤の選定確認
油剤の年間経費(購入費、処理費、など)の確認
2.アナリシス(分 析)
集中タンク化出来ないか?
油種統合出来ないか?
消費量削減は出来ないか?
単価を抑えることは出来ないか?
交換サイクル延長出来ないか?
なぜこの油剤でなければならないか?
トータル的に油剤に関する経費を削減出来ないか?
3.インプルーブメント(改 善)
集中タンク化による総容量の削減
(例:200L×5台=1,000L → 800L× 1台)
油種統合(1種類の切削液で多種の加工)による管理業務の簡素化
濃度変化の確認による補給倍率の低濃度化
購入金額を抑える ←→ 品質を下げてはダメ!
年数回の液更新を年1回以下に延長し、産廃排出量、新液投入量の削減
油剤選定に当たり、後々にも選定理由が明確になるようにデータを残す
上記の6項目を踏まえて、改善前と改善後の経費差額を明確にする
4.コントロール(改善結果定着のための管理)
液量の管理
管理する油種が少なくなったのだから、余分な在庫は置かない
一定濃度を補給することにより消費量を一定にする
値引きには限界があるため、このプロセスに適した内の低価格品を見つける
油剤性能、油剤管理、使用状況を把握して極力油剤を捨てない
更なる改善を行う時、選定理由を明確にし基準を把握して取り組む
トップから現場オペレーターまで、改善によるメリットを充分に把握する
【まとめ】
弊社取り扱い商品の中にも、¥200/Lといった安価なものもあります。
しかし、恐くてお客様にお勧め出来ません。
環境問題対策
1.PRTR
Pollutant Release and Transfer Register(環境汚染物質排出移動登録)
「特定化学物質の環境への排出量の把握等及び管理の改善の促進に関する法律」
行政が定めた環境を汚染するであろう化学物質(第一種:354物質、第二種81物質)を、年間どのくらい工場外へ排出もしくは産業廃棄物として他へ移動させているか、を各企業が自ら把握し行政へ報告,行政は何らかの形でその結果を公表する法律。
(別に定められている労働安全衛生法の635物質も調査対象となる。)
1)行政の狙い
国が環境保全を考えて行くに当たり、上記の化学物質の自然界への流出を削減するためには各企業の協力が必要である。
しかし、数百にも及ぶ化学物質一つ一つに関して規制を設けるには大変な時間と労力が必要であり、それらをまとめてゆくこともまた大変な仕事である。
それを各企業からの報告という形を取れば管理がスムーズに行き、またその結果を公表することになれば企業そのものが自社努力で排出量を削減するであろう、という見込みがある。
現にアメリカでは、これと同等の法律があり、施行されてから6年間で施行以前の44%の環境汚染物質排出量の削減となった。
2)水溶性切削・研削油剤(以降切削液)
上記の化学物質は使用規制があるわけではないので、神経質になる必要はない。
まずは自社の状況を正確に把握し、現状を確認してから対処すべきである。
できれば上記の化学物質を一切含有していない切削液を使用することが望ましい。
PRTRの報告は、1.0%未満は記載免除となっている(発ガン性物質は0.1%未満)。
それ以下の含有量の切削液に切り替える。
切削液寿命を延長する努力をし、年間排出廃液量を削減する。
2.ISO14001
ISO(国際標準化機構)における、環境マネージメントシステム。
社内で環境対策における問題が発生した場合、その問題を解決するシステムを社員全員でマネージメントする規格。
PRTRのような法律ではなく、あくまで民間の規格である。
臨機応変に対処しねければならないため、ISO9000シリーズのようなマニュアルは必要なく社員全員の同等の意識が重要となる。
1)製造業としてのISO14001
“人に優しい、地球に優しい製品です!”といった商品でも、その商品を作るのに廃棄物を沢山出しているようでは本末転倒である。まず、部署を問わず紙切れ一枚から疑問を持つことが第一歩である。
◆本当に必要か? →もとを絶つ!
↓
◆もう一度使えないか?→有効利用!→ 産廃削減
↓
◆もっと使えないか?→排出サイクル延長
2)切削液の対処
本当に必要か?
現在切削油剤を使用しない、またミストなどを用いるセミドライの加工技術や工作機械、刃具などが多く発表されている。しかし、全ての加工には対応できておらず、まだまだ切削油剤に依存している加工は多い。 →必要!
もう一度使えないか? 切削油剤、特に水溶性は他に使い道はなく、また廃液となった切削液は他油や切削粉の混入、有効成分の減少など再利用する道はない。 →使えない!
もっと使えないか?
交換周期、交換理由などを把握し、交換理由の原因を究明し取り除いてしまえば交換周期の延長はできる。切削液の劣化は外的要因がその90%を占める。外的要因を究明し、その排除もしくはその外的要因に対抗しうる切削液に切り替えれば交換周期が延長でき、産廃となる廃液の排出が少なくなる。 →充分可能性がある!
【まとめ】
PRTRは法律、ISOはあくまで民間の規格なので平行線上のものであるが、同じ方向を向いているものなので、特にPRTR該当物質の削減はISO14000シリーズの活動に貢献します。
切削油剤に関して言えば、PRTR非該当品を使用し、その切削液をできるだけ長く使用する=産業廃棄物として廃液排出量を削減する、ことが環境対策に直結します。
1pointマメ知識:
“ISO”はInternational Organization for Standard の略とされていますが、これでは“IOS”になってしまいます。
“ISO”はギリシャ語で『同じ』の意味!